Diese Hilfeseite beschreibt den im aktuellen Entwicklungsstand umgesetzten Ablauf für Mehrmaschinenbedienung, Auftragszeit und Rüstzeit. Die Aussagen wurden gegen die aktuelle BDE-Oberfläche, den Delphi-Code und die SQL-Logik der Tabelle bdea validiert.
- Grundprinzip
- Steuernde Einstellungen
- Varianten und Berechnung
- Überblick
Ohne Mehrmaschinenbedienung wird die effektive Auftragszeit bei einer normalen Anfang-zu-Ende-Stempelung aus der Differenz zwischen Start und Ende ermittelt. Ist der globale Pausenabzug aktiv, wird zusätzlich die Tagesplan-Pause abgezogen.
Mit Mehrmaschinenbedienung wird die effektive Auftragszeit nicht aus der Stempeldauer berechnet, sondern ausschließlich aus Stückzahl x Stückzeit. Die Differenz zwischen Anfang und Ende bleibt dabei nur als Kontrollinformation erhalten.
Kostenstelle / Ressource
| • | ks_bdea_efftime_calc_by_stk: setzt die Kostenstelle standardmäßig auf Mehrmaschinenbedienung. Zusätzlich wird beim Stempeln die letzte Nicht-Rüst-Stempelung des Mitarbeiters auf derselben ABK / AG als Vorgabe berücksichtigt. |
| • | ks_forceruest: fordert bei vorhandener Plan-Rüstzeit die erste Rüststempelung an, sofern für den Arbeitsgang noch keine Rüstzeit gestempelt wurde. |
| • | ks_bdea_a2_ta_vorgabe: schlägt Vorgabezeiten aus dem Arbeitsgang vor. Dies betrifft die Vorbelegung in der Oberfläche, ändert aber nicht die abschließende Datenbankberechnung. |
| • | ks_bdea_pause_interrupts: offene Auftragszeiten dieser Kostenstelle können bei Pause / Präsenzzeit-Ende automatisch unterbrochen werden. |
Globale BDE-Settings
| • | BDERuestZeit: aktiviert die Rüstzeiterfassung im BDE-Dialog. |
| • | BDE_RUESTMINUS_DISABLE: schaltet die Aufteilung Bearbeitungszeit-Rückmeldung enthält Rüstzeit ab. Dann wird kein negativer Auftragszeit-Datensatz zur Kürzung der Bearbeitungszeit erzeugt. |
| • | BDE_AUFTGMINUS_DISABLE: schaltet die Aufteilung Rüstzeit-Rückmeldung enthält Bearbeitungszeit ab. Dann wird kein negativer Rüst-Datensatz erzeugt. |
| • | BDE_TEILERM_ALLWAYS_ACTIVE: ermöglicht die Rückmeldeoberfläche auch beim Rüsten und ist damit relevant, wenn innerhalb einer Rüstzeit zusätzlich gefertigte Menge mit Stückzeit erfasst werden soll. |
| • | bdea_pause: aktiviert den Pausenabzug aus dem Tagesplan. Dieser Abzug wirkt nur bei zeitbasierter Auftragszeit und nicht bei Mehrmaschinenbedienung. |
| 1. | Normale Anfang-zu-Ende-Stempelung ohne Mehrmaschinenbedienung: Auftragszeit = Differenz Anfang / Ende - Pausenabzug. |
| 2. | Normale Anfang-zu-Ende-Stempelung mit zusätzlicher Rüstzeit und aktiver Aufteilung Bearbeitungszeit-Rückmeldung enthält Rüstzeit: Es entstehen ein positiver Rüst-Datensatz und ein negativer Auftragszeit-Datensatz. Ergebnis: Netto-Auftragszeit = Differenz Anfang / Ende - Pausenabzug - Rüstzeit, Rüstzeit = Rüstzeit, Gesamtsumme aller Datensätze = Differenz Anfang / Ende - Pausenabzug. |
| 3. | Normale Anfang-zu-Ende-Stempelung mit zusätzlicher Rüstzeit und deaktivierter Aufteilung: Auftragszeit = Differenz Anfang / Ende - Pausenabzug, Rüstzeit = Rüstzeit, Gesamtsumme aller Datensätze = Differenz Anfang / Ende - Pausenabzug + Rüstzeit. |
| 4. | Mehrmaschinenbedienung mit Auftragszeitstempelung: Auftragszeit = Stückzahl x Stückzeit. Die Zeitdifferenz zwischen Anfang und Ende ist nur Kontrolle. Wird zusätzlich eine Rüstzeit angegeben, bleibt diese immer additiv. Es wird kein negativer Auftragszeit-Datensatz erzeugt, auch wenn die Aufteilung global aktiv wäre. Ergebnis: Netto-Auftragszeit = Stückzahl x Stückzeit, Rüstzeit = Rüstzeit, Gesamtsumme aller Datensätze = Stückzahl x Stückzeit + Rüstzeit. Ohne Stückzahl oder ohne Stückzeit ist die Netto-Auftragszeit 0. |
| 5. | Zeitnachtrag: Intern wird zunächst Diff = max(eingegebene Auftragszeit - Rüstzeit, 0) gebildet. Ohne Mehrmaschinenbedienung wird Diff als Auftragszeit gespeichert und die Rüstzeit als eigener Datensatz angelegt. Mit Mehrmaschinenbedienung überschreibt die Datenbank die Auftragszeit wieder mit Stückzahl x Stückzeit; ohne Menge oder Stückzeit bleibt die Auftragszeit 0. Die Oberfläche schlägt bei Eingabe von Stückzeit und Menge als Gesamtwert Stückzahl x Stückzeit + Rüstzeit vor. |
| 6. | Rüstzeit-Abstempelung mit enthaltener Bearbeitungszeit: Wird eine laufende Rüstzeit beendet und gleichzeitig gefertigte Menge mit Stückzeit erfasst, entsteht immer ein positiver Auftragszeit-Datensatz. Ist die Aufteilung Rüstzeit-Rückmeldung enthält Bearbeitungszeit aktiv und Mehrmaschinenbedienung nicht aktiv, wird zusätzlich ein negativer Rüst-Datensatz geschrieben. Ergebnis bei aktiver Aufteilung: Netto-Rüstzeit = Differenz Anfang / Ende - Pausenabzug - (Stückzahl x Stückzeit), Auftragszeit = Stückzahl x Stückzeit. Bei Mehrmaschinenbedienung bleibt auch hier die Auftragszeit additiv, weil der negative Gegenposten unterdrückt wird. |
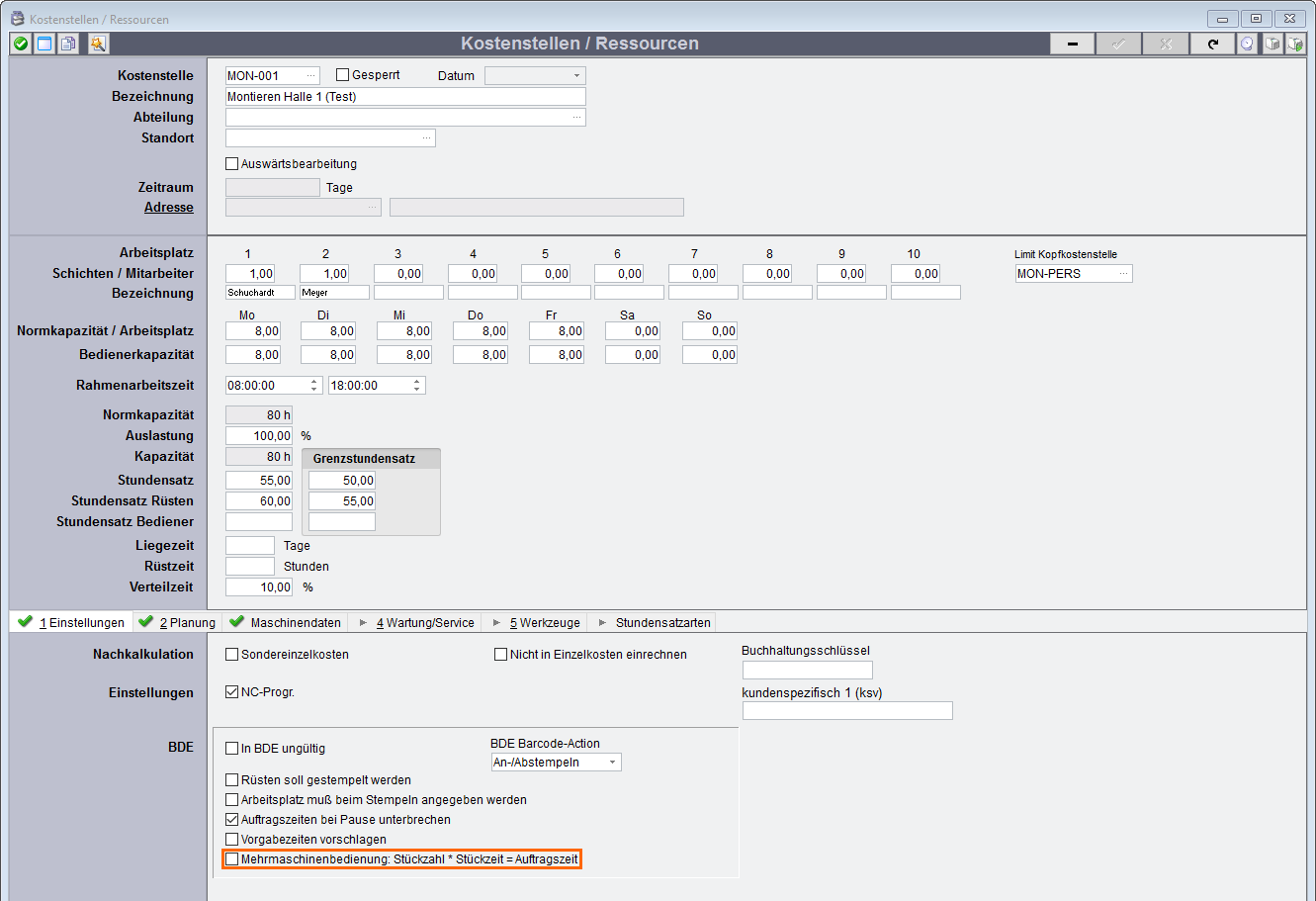
(1) In der Kostenstelle kann Mehrmaschinenbedienung als Standard vorgegeben werden. Dort befinden sich auch weitere BDE-relevante Vorgaben wie Rüsten erzwingen, Vorgabezeiten und Pausenunterbrechung.
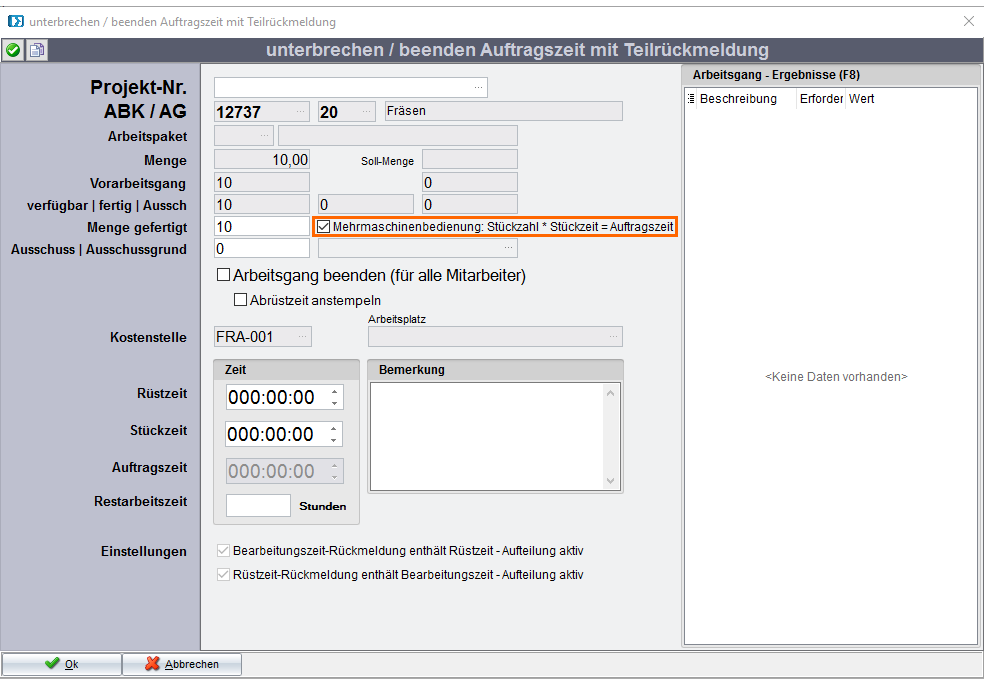
(2) Im Dialog Auftrag abstempeln kann Mehrmaschinenbedienung für den Vorgang gesetzt werden. Wird gleichzeitig eine Rüstzeit eingegeben, ist die Berechnung von der aktiven Variante abhängig.
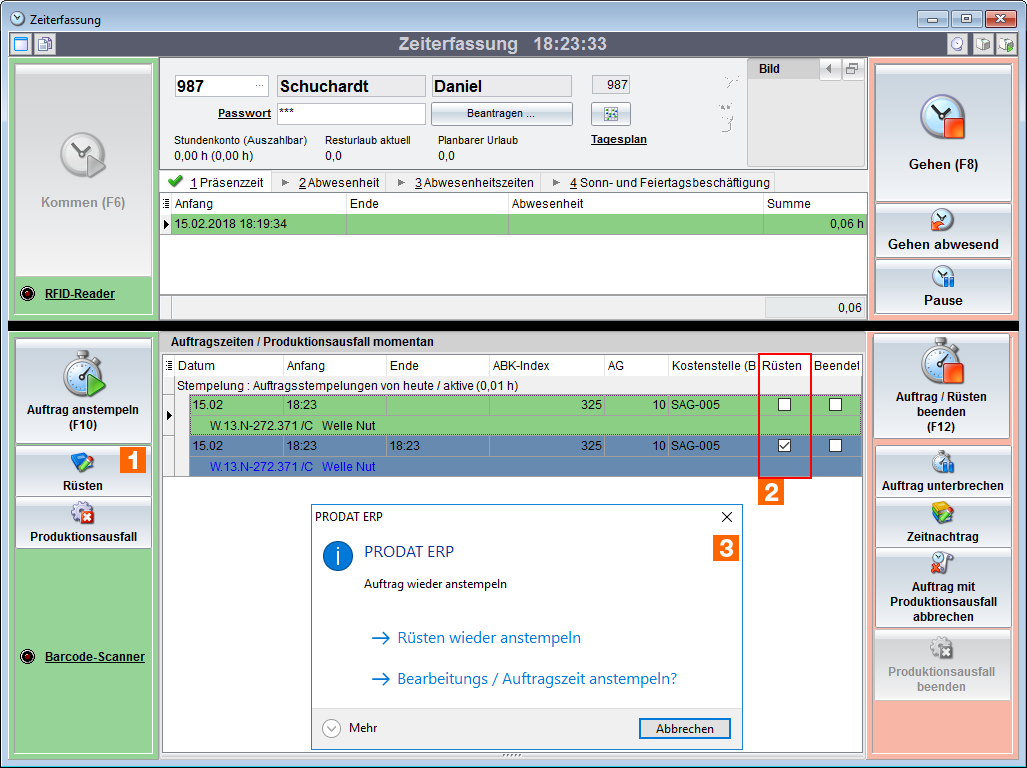
(3) Rüstzeiten können weiterhin separat über die Zeiterfassung angestempelt und abgestempelt werden.
(4) In den erzeugten Datensätzen kann die Differenz Anfang / Ende bewusst von der angerechneten Auftragszeit abweichen. Das ist insbesondere bei Mehrmaschinenbedienung fachlich korrekt und so implementiert.
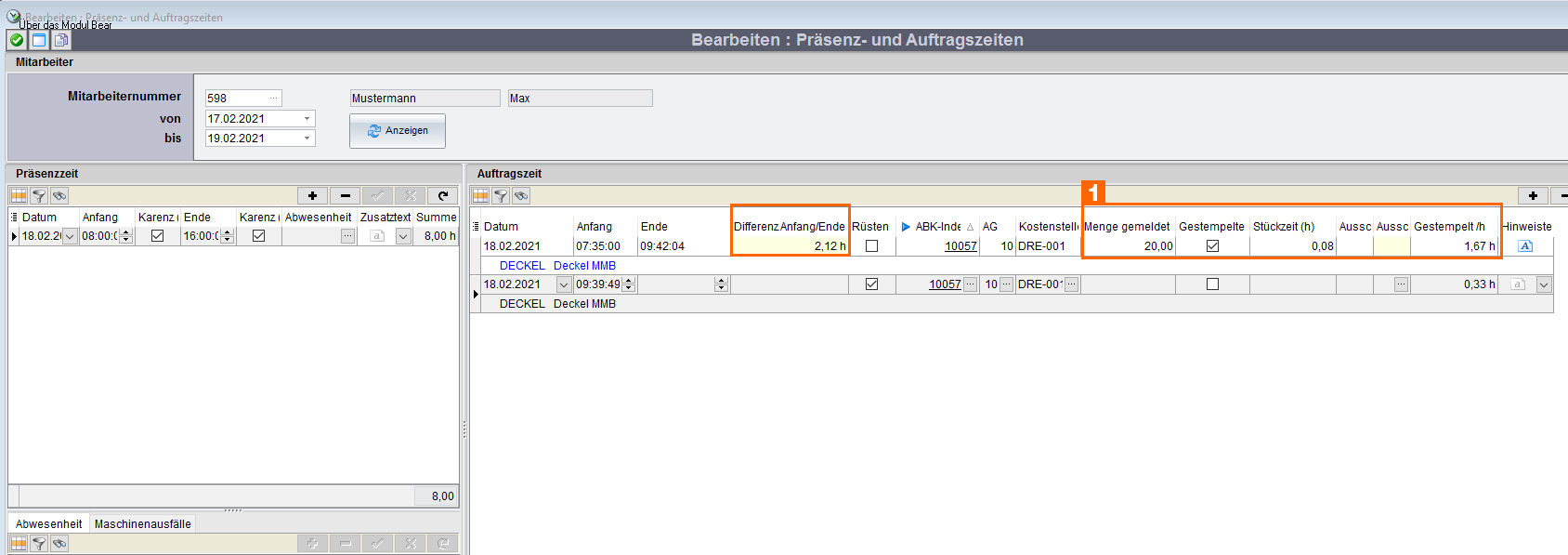
Bei Datensätzen mit der Option Mehrmaschinenbedienung gilt:
| • | Menge gemeldet mal Stückzeit ergibt die angerechnete Bearbeitungszeit. |
| • | Start- und Endzeit werden nicht für die angerechnete Bearbeitungszeit verwendet. |
| • | Die Spalte Differenz Anfang/Ende zeigt die tatsächliche Zeitspanne der Stempelung zur Kontrolle an. |
| • | Über das Modul Bearbeiten: Präsenz- und Auftragszeiten können sowohl Präsenz- als auch Auftragszeiten nachvollzogen und bearbeitet werden. |
Weiterführende Informationen